河北巨迪节能科技有限公司
 第9年
第9年

 第9年
第9年 
第9年

来源:河北巨迪节能科技有限公司 时间:2024-05-20 02:40:10 [举报]
有机硅耐高温漆注意事项
(1)被涂物表面清理干净,无水分、无酸碱、无油污;
(2)施工时所用的工具干燥清洁;
(3)使用配套稀释剂,禁止与其他品种涂料拼合使用。喷涂粘度根据施工现场调节;
(4)施工及干燥时间,相对湿度不大于75%,否则将会引起漆膜起泡;
(5)施工现场通风条件良好,并穿戴必要的防护用品。
W61 一32 200 ℃ 各色有机硅耐高温漆
W61 一32 300 ℃ 各色有机硅耐高温漆
W61 一32 400 一600 ℃ 各色有机硅耐高温漆
一、组成:该漆由改性有机硅树脂溶于中并加入耐高温助剂配置成组份一,固化剂为组份二,为组份三。
二、特性:本品可室温干燥,耐高温,具有良好的耐热性及机械物理性能。
三、用途:本品适用于适应温度以下工作的钢铁表面。及零件的耐热、防腐保护涂层。
五、施工参考:
1、被喷涂钢铁表面进行除油除锈,后是喷砂处理,使钢铁表面呈灰白色。
2、该漆使用前按比例配制并搅拌均匀,如混有外来杂质应过滤后使用。
3、喷涂时用高温漆稀释剂调稀至18 一30 秒进行,漆膜厚度一般在20 - 30 微米之间为宜。
4、以上指标技术指标是经200 ℃ 烘干1 小时后的检测结果。
W61 一32 200 ℃ 各色有机硅自干漆
W61 一32 300 ℃ 各色有机硅自干漆
W61 一32 400 一600 ℃ 各色有机硅自干漆
一、组成:该漆由改性有机硅树脂溶于中并加入耐高温助剂配置成组份一,固化剂为组份二,为组份三。
二、特性:本品可室温干燥,耐高温,具有良好的耐热性及机械物理性能。
三、用途:本品适用于适应温度以下工作的钢铁表面。及零件的耐热、防腐保护涂层。
四、技术指标:
项目 指标
品种 200℃ 300℃ 400~600℃
漆膜颜色及外观 漆膜平整、符合标准样板 漆膜平整、符合标准样板 漆膜平整、符合标准样板
粘度(涂-4粘度计),S 50~80 50~80 50~80
干燥时间 表干 15分钟 15分钟 15分钟
实干
柔韧性(mm) 1 1 1
耐热性(5h) 漆膜轻微失光变色 漆膜轻微失光变色 漆膜轻微失光变色
冲击强度,kg/cm2 不小于 35 35 35
固体含量(甲法),% 不小于 34 34 34
附着力、级、不大于 2 2 2
耐热性(加热3h后,测冲击强度)
Kg/cm2 不小于 15 15 15
配比 5:1:1 7:1:1.4 10:1:1.9
五、施工参考:
1、被喷涂钢铁表面进行除油除锈,后是喷砂处理,使钢铁表面呈灰白色。
2、该漆使用前按比例配制并搅拌均匀,如混有外来杂质应过滤后使用。
3、喷涂时用高温漆稀释剂调稀至18 一30 秒进行,漆膜厚度一般在20 - 30 微米之间为宜。
4、以上指标技术指标是经200 ℃ 烘干1 小时后的检测结果。
技术参数:
在容器中状态:搅拌混合后无硬块,呈均匀状态
不挥发物含量:≥80%(标准指标:GB/T1725-2007)
附着力:(标准指标:GB/T1720-1979(89))
耐盐水性:不开裂、不起泡、不脱落(标准指标:GB/T9274-88)
耐弯曲性:1(标准指标:GB/T1731-1993)
耐热性:漆膜无明显变化(标准指标:GB/T 1735-89)
干燥时间:表干≤1h,实干≤24h(标准指标:GB/T1728-79)
防腐性能
基本数据 颜色 各色
混合比率 双组份
固体含量 43%
比重 1.06
涂装膜厚 干 膜:20 ~ 50 um / 道 湿 膜:40 ~ 90 um / 道
涂覆率 理论值:16.4平方米 / 升 / 30 um
实际值:与表面处理、外界环境、施工方法等多种因素有关。
储存 储存温度 —10℃~40℃
储存期限 1年
闪点 27℃以上
有机硅耐高温防腐涂料可长期耐400℃高温,常温自干,具有优良的装饰及电绝缘性、防腐性、耐化工大气、耐水、耐潮湿性。
有机硅耐高温防腐涂料用于高炉、热风炉外壁高温防腐之用,也可用于烟囱、烟道、排气管、高温热气管道、加热炉、热交换器以及其它金属表面要求高温防腐的防护。
颜色:白色、绿色、中灰色等
光泽:哑光
比重:约1.30kg/L
膜厚及理论涂布率:约100g/㎡
湿膜厚度:约60μm
干膜厚度:约20μm
重量固体份(%):≥50
干燥时间:23±2℃:表干1h、实干24h
一、组 成 该漆由改性有机硅树脂,特种耐高温颜料和有机容剂等组成。
二、主要特性 自干快、附着力强,漆膜具有优良的耐热性和耐候性,能长期经受700℃以下高温。
三、用 途 适用于高炉、焦炉,机车发动机、摩托车排气管,烟囟等高温部位的高温保护。
四、技术要求:
干燥时间:表干≤1h;实干≤24h
涂装说明:
1、使用前,将甲、乙组份(4/1)混合均匀;
2、涂装方法:常规空气喷涂或无气喷涂;
3、装间隔时间:12小时/25℃以上;24小进/25℃以下;
4、涂覆用量:120g /cm2;
5、干膜厚度:约25微米(一道),采用常规空气喷涂,压力3-4kg/cm2;
涂料粘度:16-20秒,用稀释剂调节;
干膜厚度:50-60um,共喷涂两道喷涂间隔时间30min。
干燥:喷涂完毕于室温下干燥1小时,然后于120℃左右
涂层表面处理标准表面处理对于获得理想的涂膜具有很重要的意义。
本标推,表面预处理,对焊接后钢质基材的二次漆吮拖工。1.对钒板鱿段为预让理:对钢板六泛理立按以下方法进行1.几洁净约拉毛或用刷子蘸清洗溶剂或稀释剂擦去、刷去基材表面的污债、注指.达全;‘·钢结构涂装会表面处理规格”(简称ssPc)的S芬一:疥‘.清洁际准。对于附着比较顽固的污垢应先去除刮掉,然后毛汗之、吞气或稀释剂擦净。1.2叙板二认鬓注性盐如氯化物和硫酸盐应用清水擦净,残留的水分、湿雾应月干布或通过热气流干燥法除去。1.3所有的级化皮、锈迹、锈皮、涂料痕迹等应通过喷砂除去,喷砂应符合国际标准二508501一工saZ.5(由ssPc的sP一10“接近白喷砂”推荐)或其它更高标准的方法。在控制良好的情况下对新设涂装进行喷砂时达到saZ标准等级也是允许的。1.4当车间底漆涂装之前,应用真空清洁器,吹风装置除去表面的灰尘、残砂、碎钢粒以及其它杂物、污物。2.对焊接后钢材的二次表面处理以及修补用漆的施工:由气焊、焊接应力释放而产生的表面缺陷通过喷砂或电动工具清除,同样在涂料涂装前进行脱脂和清洗。2.1用硬纤维、钢丝刷或二者之一擦拭钢材表面附着的锈盐、粉斑、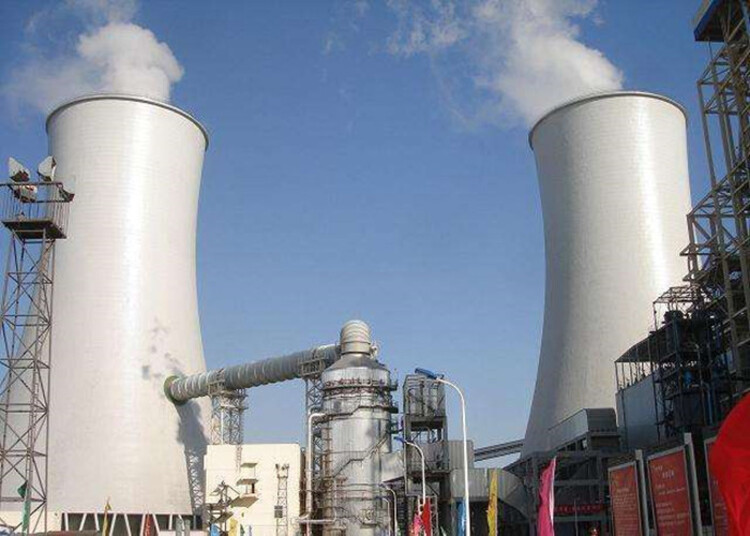
W30 一11 有机硅烘干绝缘漆 执行标准:ZBKI 5 014 一87
五、施工参考
1 、应按照电机电器浸渍工艺规程进行施工。
2 、若漆的粘度较高,可以用、溶剂对稀调匀后使用,浸渍前玻璃纤维导线除去油污。电机电器组绕必先在100 一105 ℃ 下烘干除去潮气后再浸漆。
3 、用固体含量为40%的漆浸电机电器绕组两次。然后置于无灰尘的空气中滴空中3h , 然后在100 一120 ℃ 下烘2 一3h ,并根据制品尺寸大小,分别在-160℃ 处理8 一12h (当制品不能在200℃ 进行烘烤时)或在200 ℃下烘烤6-8h 。
4 、产品在符合储运条件时,自生产之日起有效储存期为6 个月。
五、施工参考
1 、应按照电机电器浸渍工艺规程进行施工。
2 、若漆的粘度较高,可以用、溶剂对稀调匀后使用,浸渍前玻璃纤维导线除去油污。电机电器组绕必先在100 一105 ℃ 下烘干除去潮气后再浸漆。
3 、用固体含量为40%的漆浸电机电器绕组两次。然后置于无灰尘的空气中滴空中3h , 然后在100 一120 ℃ 下烘2 一3h ,并根据制品尺寸大小,分别在-160℃ 处理8 一12h (当制品不能在200℃ 进行烘烤时)或在200 ℃下烘烤6-8h 。
4 、产品在符合储运条件时,自生产之日起有效储存期为6 个月。
标签:耐高温树脂涂料用途,有机硅高温漆现货供应,有机硅耐高温树脂涂料批发商,环氧改性有机硅耐高温涂料生产销售